





































Les aimants permanents frittés NdFeB, en tant qu'une des substances qui favorisent la technologie contemporaine et le progrès social, sont largement utilisés dans les domaines suivants : disques durs d'ordinateurs, imagerie par résonance magnétique nucléaire, véhicules électriques, production d'énergie éolienne, moteurs industriels à aimants permanents, électronique grand public ( CD, DVD, téléphones portables, chaînes stéréo, copieurs, scanners, caméras vidéo, appareils photo, réfrigérateurs, téléviseurs, climatiseurs, etc.) et machines magnétiques, technologie de lévitation magnétique, transmission magnétique et autres industries.
Au cours des 30 dernières années, l'industrie des matériaux à aimants permanents s'est développée vigoureusement, les performances magnétiques ont continuellement battu des records et la variété et les qualités des matériaux ont continué d'augmenter. Avec l'expansion du marché, ses fabricants augmentent également de jour en jour, et de nombreux clients tomberont inévitablement dans une telle confusion. Comment juger de la qualité du produit ?
Méthodes de jugement complètes : 1. Performances de l’aimant ; 2. Taille de l'aimant ; 3. Revêtement magnétique.
Tout d’abord, la garantie des performances de l’aimant vient de la maîtrise du processus de production des matières premières
1. Selon les exigences de l'entreprise pour fabriquer du NdFeB fritté de haute, moyenne ou basse qualité, choisissez les matières premières en fonction de la composition des matières premières stipulée dans la norme nationale.
2. Le fait que le processus de production soit avancé ou non détermine directement les performances et la qualité de l'aimant. Les technologies avancées actuelles sont la technologie de moulage à grande échelle (SC), la technologie de concassage d'hydrogène (HD) et la technologie de broyage à jet (JM). Les fours de fusion à induction sous vide de petite capacité (10 kg, 25 kg, 50 kg) ont été remplacés par des fours à induction sous vide de grande capacité (100 kg, 200 kg, 600 kg, 800 kg). La technologie de coulée à prise rapide SC (StripCasting) a progressivement remplacé les gros lingots (lingots d'une épaisseur supérieure à 20-40 mm dans le sens du refroidissement), et la technologie de concassage à l'hydrogène (HD) et de broyage à jet (JM) a remplacé les concasseurs à mâchoires. et broyeurs à disques. machine, broyeur à boulets (broyage humide), qui assure l'uniformité de la poudre et favorise le frittage en phase liquide et le raffinement des grains.
3. En termes d'orientation du champ magnétique, mon pays est le premier pays à adopter le moulage par pressage en deux étapes. Lors de l'orientation, une faible pression est utilisée pour le moulage vertical, puis une pression quasi-isostatique est utilisée. C'est l'une des caractéristiques de l'industrie chinoise du NdFeB fritté.
4. De plus, la surveillance de la qualité du processus de production est très importante et peut être contrôlée au moyen de la mesure de l'épaisseur de la feuille SC et de la distribution granulométrique de la poudre JM et d'autres méthodes de détection. Tous les produits dépendent du contrôle du processus de production, mais les clients seront très confus, comment juger les performances des produits que j'ai achetés ? L'Institut de métrologie a successivement développé différents types d'instruments de mesure des paramètres magnétiques de la technologie des matériaux magnétiques permanents. Le magnétomètre à champ magnétique à impulsions (PFM) est un instrument de test permettant de tester les aimants permanents à force coercitive ultra-élevée, principalement pour répondre aux aimants permanents à force coercitive élevée requis dans le domaine des véhicules électriques et des grands moteurs à aimants permanents.
Selon les paramètres magnétiques Br (magnétisme rémanent), Hcb (force coercitive), Hcj (force coercitive intrinsèque), (BH)max (grand produit d'énergie magnétique), vous pouvez choisir le grade NdFeB dont vous avez besoin. En même temps, ces quatre paramètres constituent la norme pour juger si le produit est fabriqué conformément aux exigences du client.
Deuxièmement, la garantie de la taille de l'aimant dépend de la force de traitement de l'usine.
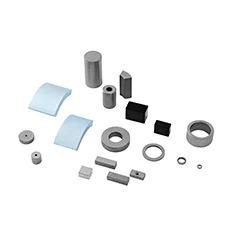
Les formes des aimants permanents NdFeB dans les applications pratiques sont diverses, telles que disques, cylindres, cylindres (avec trous intérieurs) ; carrés, carrés, colonnes carrées ; tuiles, secteurs, trapèzes, polygones et diverses formes irrégulières, etc. Les aimants permanents de chaque forme ont des tailles différentes et il est difficile de réaliser un moulage unique dans le processus de production. Le processus de production général est le suivant : produire d'abord des ébauches de grande taille, après frittage et revenu, puis par usinage (y compris la découpe, le perçage) et le meulage, traitement de revêtement de surface (revêtement), puis effectuer une inspection des performances de l'aimant, de la surface qualité et précision dimensionnelle, puis aimantation, emballage et livraison.
1. L'usinage est divisé en trois catégories :
(1) Traitement de découpe : découpe d'aimants à colonnes cylindriques et carrées en disques et en carrés ;
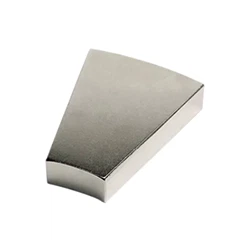
(2) Traitement de forme : transformation d'aimants circulaires et carrés en aimants en forme d'éventail, en forme de tuile ou rainurés ou autres aimants de forme complexe ;
(3) Traitement de forage : transformez les aimants à barres rondes et carrées en aimants à tubes cylindriques ou carrés. Ses méthodes de traitement comprennent : le traitement de broyage et de tranchage, le traitement de découpage par étincelle électrique et le traitement au laser.
2. La surface des composants frittés de l'aimant permanent NdFeB doit généralement être lisse et atteindre une certaine précision, et la surface de l'aimant délivré par le flan doit être rectifiée en surface. Les méthodes de meulage couramment utilisées pour les alliages carrés à aimants permanents NdFeB comprennent le meulage de surface, le meulage double extrémité, le meulage interne et le meulage externe. Les cylindres sont couramment utilisés pour le meulage sans noyau, le meulage à double extrémité, etc. Les rectifieuses multi-stations sont utilisées pour les aimants à carreaux, sectoriels et VCM.
Un aimant qualifié doit non seulement répondre aux normes de performance, mais le contrôle des tolérances dimensionnelles affecte également directement son application. La garantie de la taille dépend directement de la force de traitement de l'usine. L'équipement de traitement est constamment mis à jour en fonction de la demande économique et du marché. Des équipements plus avancés et la tendance de l'automatisation industrielle répondent non seulement à la demande croissante des clients en matière de précision des produits, mais permettent également d'économiser de la main-d'œuvre et des coûts, ce qui le rend plus compétitif sur le marché.
Encore une fois, la qualité du revêtement magnétique détermine directement la durée de vie du produit.
Des expériences montrent que si un aimant permanent NdFeB fritté de 1 cm3 est placé dans l'air à 150 degrés pendant 51 jours, il sera complètement oxydé et corrodé. Il se corrode plus facilement dans une solution acide faible. Afin de rendre l'aimant permanent NdFeB durable, il doit avoir une durée de vie de 20-30 ans et il doit subir un traitement anticorrosion de surface pour résister à la corrosion du milieu corrosif sur l'aimant. À l'heure actuelle, l'industrie de fabrication d'aimants permanents NdFeB frittés adopte généralement des méthodes telles que la galvanoplastie métallique, la galvanoplastie plus le métal autocatalytique, le revêtement électrophorétique et le traitement de phosphatation pour recouvrir la surface de l'aimant d'un séparateur supplémentaire afin d'isoler la surface de l'aimant de la corrosion. moyen. , pour empêcher le milieu d’envahir l’aimant.
1. Généralement, il existe trois processus principaux : le zingage, le nickelage plus le cuivre plus le nickelage, le nickelage plus le cuivre plus le nickelage autocatalytique. Pour d'autres exigences de placage métallique, un autre placage métallique est généralement appliqué après le nickelage.
2. La phosphatation est également utilisée dans certains cas particuliers : (1) La phosphatation est simple et facile à utiliser lorsque les produits magnétiques NdFeB sont retournés et stockés trop longtemps et que la méthode de traitement de surface ultérieure n'est pas claire ; (2) Lorsque l'aimant a besoin collage de colle époxy, peinture, etc., la force de liaison des substances organiques époxy telles que la colle et la peinture nécessite de bonnes performances de mouillage du substrat. Le processus de phosphatation peut améliorer la mouillabilité de la surface de l’aimant.
3. Le revêtement électrophorétique est devenu l’une des technologies de traitement de surface anticorrosion les plus utilisées. Parce qu'il a non seulement une bonne force de liaison avec la surface de l'aimant poreux, mais a également une résistance à la corrosion au brouillard salin, à l'acide, aux alcalis, etc., et a une excellente résistance à la corrosion. Cependant, comparée aux revêtements pulvérisés, sa résistance à la chaleur et à l’humidité est médiocre.
Le revêtement peut être sélectionné en fonction des exigences de travail de ses produits. Avec l'expansion du champ d'application des moteurs, les clients ont des exigences en matière de résistance à la corrosion du NdFeB. L'expérience HAST (également connue sous le nom d'expérience PCT) est conçue pour tester la résistance à la corrosion des aimants permanents NdFeB frittés dans des environnements humides et à haute température.
Et comment juger si le revêtement répond aux exigences ? Le but du test au brouillard salin est de réaliser une expérience anticorrosion rapide sur l'aimant NdFeB fritté dont la surface a été traitée avec un revêtement anticorrosion. À la fin de l'expérience, l'échantillon est retiré de la boîte de test, séché et observé avec les yeux ou une loupe s'il y a des taches sur la surface de l'échantillon, ainsi que le changement de taille et de couleur de la zone de tache. .
En résumé, ce n'est qu'en comprenant le processus de production et les exigences du produit que nous pouvons juger correctement l'éligibilité du produit. En bref, il s'agit de la maîtrise des performances, du contrôle des tolérances dimensionnelles, de l'inspection des revêtements et de l'évaluation de l'apparence.
En termes de performances, son Br (magnétisme rémanent), Hcb (force coercitive), Hcj (force coercitive intrinsèque), (BH)max (produit d'énergie magnétique) et sa courbe de démagnétisation peuvent être détectés grâce aux performances ; les tolérances dimensionnelles peuvent être mesurées par un pied à coulisse. Sa précision ; sur le revêtement, la couleur et la luminosité du revêtement peuvent être observées à l'œil nu et grâce à des méthodes de détection telles que la force de liaison et le test au brouillard salin ; l'aspect général s'utilise principalement à l'oeil nu ou à la loupe, ou au microscope optique (pour les produits dont la taille de trait est inférieure à 0,2 mm), des aimants L'aspect est qualifié si la surface est lisse, exempte de particules et corps étrangers visibles à l'œil nu, sans taches et sans bords ni coins.