






































Manuel opérationnel d'inspection finale et norme d'inspection
1. Objectif
Standardisez le processus d'inspection des produits finis, fournissez la base du jugement, assurez-vous que la qualité du produit peut répondre aux exigences du client, empêchez les produits non qualifiés de quitter l'usine, évitez les pertes économiques inutiles, améliorez l'efficacité du travail et la satisfaction du client.
2. Champ d'application
Convient pour l'inspection des produits.
3. Critères d'échantillonnage
★3.1 Tolérances dimensionnelles et propriétés magnétiques « Norme d'échantillonnage ».
★3.2 Apparence : ce processus implique une inspection par échantillonnage, la section emballage étant responsable de l'inspection complète.
★3.3 Le critère d'acceptation des produits automobiles est le zéro défaut.
4. Conditions d'essai
La lampe fluorescente doit se trouver à moins d’un mètre du bureau.
5. Règlement de travail
★5.1 L'équipe d'inspection des produits finis est responsable de la mise en œuvre, de l'enregistrement et du retour d'information du travail d'inspection.
★5.2 Des méthodes d'inspection raisonnables doivent être déterminées pour tous les produits et l'inspection ne doit être effectuée qu'après confirmation.
★5.3 Des méthodes d'inspection spéciales doivent être utilisées pour les produits présentant des spécifications particulières.
★5.4 L'établi doit être maintenu propre et bien rangé. Les matériaux ayant des spécifications similaires ne doivent pas être testés sur le même établi en même temps pour éviter tout mélange.
★5.5 Le processus d'inspection doit être effectué avec douceur pour éviter les rayures sur le revêtement de surface ou les coins manquants en raison d'une collision mutuelle.
6. Outils de mesure essentiels pour l’inspection, et leurs exigences d’utilisation et de maintenance
★6.1 Outils de mesure essentiels pour l'inspection des produits : divers pieds à coulisse, micromètres, indicateurs à cadran, règles à angle droit-, blocs en V-, jauges d'angle universelles, palpeurs, radiomètres, projecteurs et autres outils de mesure auxiliaires -sur mesure.
★6.2 Avant l'inspection, vérifiez si l'instrument de mesure est en bon état et effectuez un bon travail d'étalonnage.
★6.3 Lorsqu'une tolérance de taille anormale est constatée lors du processus d'inspection, l'instrument de mesure utilisé doit être recalibré et confirmé.
★6.4 Pendant le processus de mesure, la tête de mesure de l'instrument de mesure doit être à plat avec la surface du produit pour éviter d'affecter l'écart de la lecture.
★6.5 Lorsque les outils de mesure ne sont pas utilisés, ils doivent être à l'état zéro et placés dans la position désignée. S'ils ne sont pas utilisés pendant plus de 2 jours, ils doivent être recouverts d'une huile antirouille spéciale-pour éviter la corrosion.
★6.6 Les outils de mesure doivent être manipulés avec précaution pour éviter les écarts de mesure induits par les vibrations-.
★6.7 S'il y a un écart dans la quantité, signalez-le pour réparation à temps pour éviter une mauvaise utilisation et affecter la qualité du produit.
7. Processus d'inspection
→1. Vérifiez la cohérence des produits entre les articles physiques, les étiquettes, les bons de livraison et les enregistrements de commande (avant l'inspection, comparez soigneusement les articles physiques avec les cartes d'étiquettes et les détails de la commande concernant les numéros de modèle, les spécifications, les types de revêtement et les quantités pour éviter toute confusion de matériaux).
→2. Vérifier les quantités de matériaux entrants.
→3. Confirmez l’orientation du produit.
→4. Mesurez les dimensions dans toutes les directions à l’aide d’un pied à coulisse (échantillon 2 à 5 pièces).
→5. Inspectez de manière aléatoire les tolérances dimensionnelles, notamment le parallélisme, la perpendiculaire, la rondeur et la concentricité.
→6. Effectuer des contrôles de qualité de surface (état de surface, chanfreinage, qualité du revêtement, etc.).
→7. Tenir les dossiers d'inspection.
→8. Remplissez le formulaire "Transfert de produit-dans le formulaire d'inventaire".
→9. Afficher des étiquettes qualifiées (pour les produits nécessitant des tests de revêtement, des tests au brouillard salin, du PCT, des tests de chute, etc.). Dans un premier temps, placez les étiquettes « Test » ; remplacer par des étiquettes « Qualifié » après avoir réussi les tests.
→10. Effectuez une inspection complète de la surface dans la section emballage.
→11. Effectuer des tests de performance et des inspections de processus.
→12. Vérifier la qualité du produit et les exigences d'emballage après l'emballage.
→13. Confirmez les produits non-conformes.
→14. Vérifiez la quantité totale.
→15. Organiser rapidement la reprise ou la réparation des produits défectueux.
8. Classement des couleurs

Sac blanc : produit à inspecter

Sac Rouge : Produits Démagnétisés

Sac Jaune : Produits Retouchés

Sac Bleu : Produits complémentaires

Boîte blanche : Déchets

Boîte rouge : Déchets traités

Boîte jaune : Retraitement ou utilisation

Boîte bleue : produits complémentaires
9. Méthodes et normes d'inspection
Pour les produits nécessitant des tests, organisez ou notifiez les tests pertinents (tels que les tests de revêtement, les tests au brouillard salin, les tests PCT, les tests de vieillissement, les tests HAST, les tests de mouillage, etc.) dans les 2 heures suivant la réception des produits. Si les produits ont des exigences particulières, des spécifications spéciales doivent être suivies.
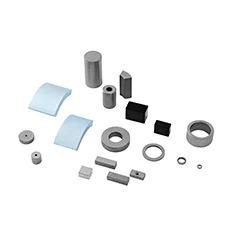
9.1 Méthodes et normes d'inspection d'orientation

Test général axé sur les petits produits-
Article:Orientation
Outils:Tige magnétique, bobine de démagnétisation
Standard:Répond aux exigences de la commande ou du dessin
La rainure radiale ou la forme irrégulière doit être observée avec une feuille d'observation de la ligne de flux magnétique après magnétisation pour vérifier si la direction de la ligne de flux magnétique est cohérente avec le dessin.
Méthode d'étalonnage :
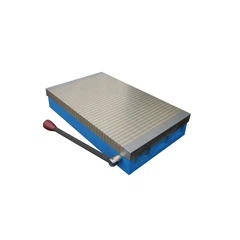
La direction d'orientation est déterminée par la direction de la force magnétique de la tige magnétique. Pour les produits de grande taille carrée, le repérage de l'orientation nécessite l'utilisation d'une plaque en fer : le sens où le produit adhère fermement à la plaque indique l'orientation. Notez que la tige magnétique ne doit pas être contaminée par de la poudre magnétique ou des particules métalliques. La plaque de fer doit être enveloppée dans des sacs en plastique ou du ruban adhésif pour éviter les rayures sur le revêtement de surface. Pour les produits non magnétisés ou ceux nécessitant une reprise par galvanoplastie, l’orientation peut être identifiée grâce aux bobines de démagnétisation – la sensation la plus lourde correspond à l’orientation correcte.
Lorsque la taille de la direction d'orientation de la matière première est différente de la taille de toute autre direction à moins de 2,5 mm, le phénomène d'erreur d'orientation se produit facilement pendant le traitement. Par conséquent, le produit fini doit être entièrement inspecté pour déterminer son orientation. Le flux d'inspection de la feuille noire qui n'est pas entièrement inspecté doit être entièrement inspecté pour être orienté par le produit fini.
Remarque : Après confirmation de l'orientation du produit, la force magnétique de la surface doit êtreInférieur ou égal à 100GS en raison de l'attraction de la tige magnétique.
Obtenir une assistance technique
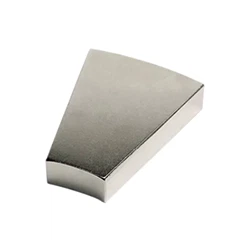
Test d'orientation du grand carré
Article:Orientation
Outils:Tige magnétique, bobine de démagnétisation
Standard:Répond aux exigences de la commande ou du dessin
La rainure radiale ou la forme irrégulière doit être observée avec une feuille d'observation de la ligne de flux magnétique après magnétisation pour vérifier si la direction de la ligne de flux magnétique est cohérente avec le dessin.
Méthode d'étalonnage :
La direction d'orientation est déterminée par la direction de la force magnétique de la tige magnétique. Pour les produits de grande taille carrée, le repérage de l'orientation nécessite l'utilisation d'une plaque en fer : le sens où le produit adhère fermement à la plaque indique l'orientation. Notez que la tige magnétique ne doit pas être contaminée par de la poudre magnétique ou des particules métalliques. La plaque de fer doit être enveloppée dans des sacs en plastique ou du ruban adhésif pour éviter les rayures sur le revêtement de surface. Pour les produits non magnétisés ou ceux nécessitant une reprise par galvanoplastie, l’orientation peut être identifiée grâce aux bobines de démagnétisation – la sensation la plus lourde correspond à l’orientation correcte.
Lorsque la taille de la direction d'orientation de la matière première est différente de la taille de toute autre direction à moins de 2,5 mm, le phénomène d'erreur d'orientation se produit facilement pendant le traitement. Par conséquent, le produit fini doit être entièrement inspecté pour déterminer son orientation. Le flux d'inspection de la feuille noire qui n'est pas entièrement inspecté doit être entièrement inspecté pour être orienté par le produit fini.
Remarque : Après confirmation de l'orientation du produit, la force magnétique de la surface doit êtreInférieur ou égal à100GS en raison de l'attraction de la tige magnétique.

9.2 Méthodes et normes d'inspection pour les tolérances dimensionnelles, de forme et de position
★9.2.1 Inspecter strictement selon les exigences de la commande et des dessins. Pour les produits auxquels des dessins sont joints, examinez attentivement les exigences figurant sur les dessins pour éviter de manquer l'inspection.
★9.2.2 Lors de la mesure des tolérances dimensionnelles, des micromètres de haute-précision doivent être utilisés. Si les micromètres ne sont pas disponibles, des pieds à coulisse avec affichage numérique ou des pieds à coulisse numériques doivent être utilisés (lors de la mesure des trous internes, assurez-vous que les pieds à coulisse sont correctement calibrés avant utilisation).
★9.2.3 Pour chaque tolérance dimensionnelle, enregistrer 20 paramètres originaux, en documentant les valeurs maximales et minimales de tout écart ; pour les tolérances de forme et de position, enregistrez uniquement la valeur maximale.
★9.2.4 Exigences de contrôle pour diverses tolérances dimensionnelles et tolérances de forme et de position. (Avant l'inspection du produit, vérifiez que la commande et les dessins sont cohérents. Si des écarts sont constatés, fournissez rapidement des commentaires et une confirmation.)
|
Inspecter l'article |
Équipement de test |
Norme d'acceptation | Gestion des exceptions |
|
Taille différence commune |
Pied à coulisse micro ou pied à coulisse Assurer la précision de la jauge |
Exigences de commande et de dessin | Signalez immédiatement toute anomalie et retravaillez si nécessaire. Pour les articles qui peuvent être validés, conservez des enregistrements de validation appropriés et vérifiez s'ils nécessitent un traitement séparé. |
|
Taille de biseau C ou R |
Pied à coulisse Vernier Jauge de rayon |
Exigences de commande. | |
|
Verticalité ⊥ |
Rapporteur universel ou équerre, scie sauteuse ou Indicateur à cadran personnalisé |
Exigences de commande ou de dessin, Aucune exigence particulière : « Norme de tolérance de forme et de position ». |
|
|
Profondeur du parallélisme ∥ |
Micropied à coulisse |
||
|
Concentricité ◎ |
Pieds à coulisse ou comparateurs personnalisés |
||
|
Rondeur ○ |
Rainure personnalisée en forme de V- et un tableau de pourcentage |
||
|
Platitude |
Plaque plate, règle droite, jauge d'épaisseur |
9.2.5 Schéma de contrôle de verticalité

Forme:Cercles et anneaux
Illustration:Faites rouler le produit sur une surface plane (de préférence sur une surface inclinée) pour vérifier si le produit oscille considérablement d'un côté à l'autre. (Si le produit est trop fin pour voir le balancement, n'appuyez pas sur ce bouton.)
Précision des mesures :La méthode de mesure grossière est utilisée pour les produits pour lesquels le client n'a pas d'exigences particulières en matière de verticalité.

Forme:Carré, en forme d'arc-
Illustration:Alignez les produits dans la même direction et utilisez une règle pour vérifier l'alignement avant-vers-arrière et l'absence de saillies ou d'indentations inégales. (Pour les produits allongés)
Précision des mesures :La méthode de mesure grossière est utilisée pour les produits pour lesquels le client n'a pas d'exigences particulières en matière de verticalité.

Forme:Carré, en forme d'arc-
Illustration:Alignez les produits dans la même direction avec des surfaces planes. Utilisez une règle pour vérifier les espaces entre les produits et des deux côtés. (Pour les produits longs)
Précision des mesures :La méthode de mesure grossière est utilisée pour les produits pour lesquels le client n'a pas d'exigences particulières en matière de verticalité.

Forme:Toute spécification
Illustration:Tenez le produit avec votre main gauche contre la surface de mesure et faites pivoter la poignée arrière avec votre main droite jusqu'à ce que le produit soit en contact étroit avec la surface de mesure.
Précision des mesures :La méthode de mesure grossière est utilisée pour les produits pour lesquels le client n'a pas d'exigences particulières en matière de verticalité.

Forme:Toute spécification
Illustration:Appuyez le carré contre le produit et vérifiez les espaces entre la surface plane et le carré. Mesurez ensuite l'écart avec une jauge d'épaisseur.
Précision des mesures :La méthode de mesure grossière est utilisée pour les produits pour lesquels le client n'a pas d'exigences particulières en matière de verticalité.

Forme:Toute spécification
Illustration:Le produit est fermement fixé sur le côté à 90 degrés. Utilisez la tête de mesure du comparateur à cadran pour mesurer les quatre points diagonaux sur le bord supérieur du produit et vérifiez la valeur d'écart d'oscillation du comparateur mesurée par les quatre points.
Le carré se déplace de haut en bas, mesurant l'écart d'oscillation du comparateur en haut et en bas.
Précision des mesures :La méthode de mesure précise est utilisée pour les produits pour lesquels le client a des exigences verticales.
9.2.6 Mesure des tolérances dimensionnelles, de forme et de position pour des produits de formes diverses
Lors de l’inspection des accessoires associés aux produits, suivez strictement les exigences de la commande. (Pour les produits comportant plusieurs pièces assemblées avec des espaces, inspectez environ 5 % des échantillons ; pour les produits comportant des trous de positionnement, inspectez environ 10 % des échantillons ; pour les produits nécessitant une inspection individuelle, tels que les tiges à bagues et les tôles d'acier au sélénium à bagues, effectuez une inspection complète avant expédition.
9.2.6.1 Inspection du cylindre/sphère

|
Inspecter l'article |
Outil d'inspection |
Méthodes de test et exigences |
Photo |
|
Diamètre extérieur D ou Φ |
Micromètre extérieur ou pied à coulisse |
Mesurez le cercle extérieur aux deux extrémités et au milieu avec un micromètre sur au moins trois points. (Mesurez un point pour les produits en feuilles) Utilisez simplement le pied à coulisse pour mesurer le diamètre extérieur. |
|
|
Hauteur ou épaisseur H ou T ou L |
Micromètre extérieur ou pied à coulisse |
Mesurez au moins trois points sur le bord et au milieu. |
|
|
Rondeur ○ |
Rainure en V-et jauge à cadran personnalisées |
Placez le produit dans la rainure faite maison en forme de V-, mesurez avec un comparateur, faites pivoter le produit et lisez la valeur de déviation du mouvement du pointeur. |
|
|
Verticalité ⊥ |
rapporteur universel, équerre, scie sauteuse ou indicateur à cadran personnalisé |
Tenez le produit avec votre main gauche contre la surface de mesure et faites pivoter la poignée arrière avec votre main droite jusqu'à ce que le produit soit en contact étroit avec la surface de mesure. Voir 9.2.5 pour la sélection des méthodes d'essai appropriées lorsque le client l'exige. |
|
|
Profondeur du parallélisme ∥ |
Micromètre extérieur |
Mesurez plusieurs points dans un plan comportant au moins quatre points et prenez la différence entre les valeurs maximales et minimales. |
|





9.2.6.2 Inspection du cylindre/sphère

|
Inspecter l'article |
Outil d'inspection |
Méthodes de test et exigences |
Photo |
|
Diamètre extérieur D ou Φ |
Micromètre extérieur ou pied à coulisse |
Mesurez le cercle extérieur aux deux extrémités et au milieu avec un micromètre sur au moins trois points. (Mesurez un point pour les produits en feuilles) Utilisez simplement le pied à coulisse pour mesurer le diamètre extérieur. |
|
|
Hauteur ou épaisseur H ou T ou L |
Micromètre extérieur ou pied à coulisse |
Mesurez au moins trois points sur le bord et au milieu. |
|
|
Rondeur ○ |
Rainure en V-et jauge à cadran personnalisées |
Placez le produit dans la rainure faite maison en forme de V-, mesurez avec un comparateur, faites pivoter le produit et lisez la valeur de déviation du mouvement du pointeur. |
|
|
Verticalité ⊥ |
Rapporteur universel ou équerre, scie sauteuse ou indicateur à cadran personnalisé |
Tenez le produit avec votre main gauche contre la surface de mesure et faites pivoter la poignée arrière avec votre main droite jusqu'à ce que le produit soit en contact étroit avec la surface de mesure. Voir 9.2.5 pour la sélection des méthodes d'essai appropriées lorsque le client l'exige. |
|
|
Profondeur du parallélisme ∥ |
micromètre extérieur |
Mesurez plusieurs points dans un plan comportant au moins quatre points et prenez la différence entre les valeurs maximales et minimales. |
|





9.2.6.3 Inspection des anneaux

|
Inspecter l'article |
Outil d'inspection |
Méthodes de test et exigences |
Photo |
|
Diamètre extérieur D ou Φ |
Micromètre extérieur ou pied à coulisse |
Mesurez le cercle extérieur aux deux extrémités et au milieu avec un micromètre sur au moins trois points. (Mesurez un point pour les produits en feuilles) Utilisez simplement le pied à coulisse pour mesurer le diamètre extérieur. |
|
|
Alésage D ou Φ |
Micromètre extérieur ou pied à coulisse |
La tête de mesure doit être fixée au cercle intérieur du produit et mesurer plus de trois points. |
|
|
Altitude H ou T ou L |
Micromètre extérieur ou pied à coulisse |
Mesurez au moins trois points sur le bord et au milieu. |
|
|
Concentricité ◎ |
Pieds à coulisse |
Mesurez en plusieurs points le long de la paroi du tuyau et calculez la différence entre les valeurs maximales et minimales. Le luminaire peut également être réalisé sur mesure avec un comparateur. |
|
|
Verticalité ⊥ |
Rapporteur universel ou équerre, scie sauteuse ou indicateur à cadran personnalisé |
Tenez le produit avec votre main gauche contre la surface de mesure et faites pivoter la poignée arrière avec votre main droite jusqu'à ce que le produit soit en contact étroit avec la surface de mesure. Voir 9.2.5 pour la sélection des méthodes d'essai appropriées lorsque le client l'exige. |
|
|
Profondeur du parallélisme ∥ |
Micromètre extérieur |
Mesurez plusieurs points dans un plan comportant au moins quatre points et prenez la différence entre les valeurs maximales et minimales. |
|
|
Rondeur ○ |
Indicateur à rainure en V-fait maison et à cadran |
Placez le produit dans une rainure en V-faite maison-, mesurez avec un indicateur à cadran, faites pivoter le produit et lisez la valeur d'écart du mouvement du pointeur. |
|







9.2.6.4 Essai carré

|
Inspecter l'article |
Outil d'inspection |
Méthodes de test et exigences |
Photo |
|
Longueur L Largeur W Hauteur H/T |
Micromètre extérieur ou pied à coulisse |
Mesurez au moins cinq points à chaque coin et au milieu. |
|
|
Verticalité ⊥ |
Rapporteur universel ou équerre, scie sauteuse ou indicateur à cadran personnalisé |
Tenez le produit avec votre main gauche contre la surface de mesure et faites pivoter la poignée arrière avec votre main droite jusqu'à ce que le produit soit en contact étroit avec la surface de mesure. Voir 9.2.5 pour la sélection des méthodes d'essai appropriées lorsque le client l'exige. |
|
|
Profondeur du parallélisme ∥ |
Micromètre extérieur |
Mesurez au moins cinq points à chaque coin et au milieu et faites la différence entre les valeurs maximales et minimales. |
|



9.2.6.5 Inspection des formes non-standard (y compris les profils ondulés) (produits nécessitant un meulage d'outils ou cas particuliers où des jauges à arrêt automatique-doivent être utilisées pour la mesure)

|
Inspecter l'article |
Outil d'inspection |
Méthodes de test et exigences |
Photo |
|
|
Largeur/Portée supérieure/inférieure W/a |
Rapporteur universel Pieds à coulisse |
Pour les valeurs de travée et les angles, si la travée est un angle et que la dimension de travée n'est pas spécifiée, convertissez-la en valeur de dimension de travée. |
|
 of Irregular Shapes Such as Tile Shapes") |
|
Épaisseur de paroi T |
Jauge micrométrique d'épaisseur de paroi ou Pieds à coulisse |
Mesurez l'épaisseur de la paroi en plusieurs points au début, à la fin et au milieu. |
|
|
|
Altitude H |
Micromètre extérieur ou Pieds à coulisse |
Mesurez à chaque coin et plusieurs points au milieu, avec au moins 3 points. |
|
|
|
Verticalité ⊥ |
Rapporteur universel ou Carré, puzzle ou Indicateur à cadran personnalisé |
Tenez le produit avec votre main gauche contre la surface de mesure et faites pivoter la poignée arrière avec votre main droite jusqu'à ce que le produit soit en contact étroit avec la surface de mesure. Voir 9.2.5 pour la sélection des méthodes d'essai appropriées lorsque le client l'exige. |
|
|
|
Profondeur du parallélisme ∥ |
Micromètre extérieur |
Mesurez au moins cinq points à chaque coin et au milieu et faites la différence entre les valeurs maximales et minimales. |
|
 |
|
Concentricité ◎ |
Jauge visuelle ou d'arrêt automatique- |
L'épaisseur de la paroi est visuellement conforme aux exigences du dessin, avec une taille uniforme et aucun écart. |
|
|
 of Irregular Shapes Such as Tile Shapes")





9.2.6.6 Inspection des produits rainurés

Article à inspecter :Largeur de rainure
Outil d'inspection :Exigences de commande ou de dessin
Méthodes de test et exigences :La largeur de la fente doit être uniforme.

Article à inspecter :Profondeur de rainure
Outil d'inspection :Exigences de commande ou de dessin
Méthodes de test et exigences :Généralement, la profondeur de la rainure ne doit pas être trop faible (c'est-à-dire que la taille ne doit pas être trop petite). Les exigences spécifiques doivent suivre l’ordre des dessins.

Article à inspecter :Position de la fente
Outil d'inspection :Exigences de commande ou de dessin
Méthodes de test et exigences :Mesurez l'écart entre la fente et le bord du produit des deux côtés et lisez la différence.
9.2.6.7 Inspection des produits comportant de petits trous, tels que des disques et des anneaux

Article à inspecter :Tolérance de position des petits trous.
Outil d'inspection :Exigences de commande ou de dessin.Les éléments non spécifiés suivent la norme de tolérances géométriques.
Méthodes de test et exigences :Mesurez la distance entre les trous.
Article à inspecter :Tolérance de position des petits trous.
Outil d'inspection :Exigences de commande ou de dessin.Les éléments non spécifiés suivent la norme de tolérances géométriques.
Méthodes de test et exigences :Mesurez la distance entre la paroi du trou et les bords gauche et droit du produit.

9.2.6.8 Inspection des produits comportant de petits trous, tels que les formes carrées et carrelées

Article à inspecter : Tolérance de position des petits trous.
Outil d'inspection : Exigences de commande ou de dessin. Les éléments non spécifiés suivent la « Norme de tolérance de forme et de position ».
Méthodes de test et exigences : Mesurez la distance entre les trous.

Article à inspecter : Tolérance de position des petits trous.
Outil d'inspection : Exigences de commande ou de dessin. Les éléments non spécifiés suivent la « Norme de tolérance de forme et de position ».
Méthodes de test et exigences : Mesurez la distance entre le trou et les bords transversaux et longitudinaux du produit.

Article à inspecter : Mesure de la profondeur des trous fraisés.
Outil d'inspection : Pieds à coulisse.
Méthodes de test et exigences : La profondeur du trou fraisé ne doit généralement pas être faible. (La profondeur spécifique dépend des exigences de la commande)
9.2.6.9 Inspection des trous à positionnement automatique pour les produits à petits trous
|
Inspecter l'article |
Outil d'inspection |
Norme d'acceptation |
Méthodes de test et exigences |
Photo |
|
Tolérance de position des petits trous |
Dispositif de positionnement personnalisé |
Suivre les exigences de la commande ou du dessin |
Insérez les deux petits trous dans l'arbre de positionnement. |
|

9.2.6.10 Inspection des dimensions du chanfrein
Article à inspecter :Angle de chanfreintaille
Outil d'inspection :Pieds à coulisse
Norme d'acceptation :Exigences de commande ou de dessin
Méthodes de test et exigences : mesurez chaque bord de chanfrein (angle droit)
Obtenir une assistance technique

Article à inspecter :Angle de chanfreintaille
Outil d'inspection :Jauge de rayon
Norme d'acceptation :Exigences de commande ou de dessin
Méthodes de test et exigences : mesurez chaque bord de chanfrein (bord rond)
Obtenir une assistance technique

9.3 Méthodes d'inspection de l'apparence et normes d'inspection
La surface du produit est mauvaise, et les produits avec marge de retouche doivent être retravaillés (sauf ceux autorisés à être libérés), et la qualité d'apparence des produits doit être garantie autant que possible.
Si des produits défectueux peuvent être utilisés, conservez un enregistrement de sortie.
★9.3.1 Méthode d'inspection de l'apparence
★9.3.1.1 Inspection visuelle de l'apparence du produit.
★9.3.1.2 Les petits produits sont placés sur le carton et étalés pour inspection. Après avoir vérifié un côté, le carton est pressé et l'autre côté est vérifié.
★9.3.1.3 Le côté doit être vérifié manuellement, rangée par rangée, et le test d'aspiration de la chaîne magnétique peut être utilisé si nécessaire.
★9.3.1.4 Pour les produits comportant des trous ou des anneaux profonds, inspectez visuellement avec une lumière sous l'observation manuelle ; les trous peu profonds peuvent être inspectés visuellement sur le carton.
★9.3.2 Principe général du jugement d'apparence : La surface ne doit pas présenter de fissures évidentes, de trous de sable, de taches, de rayures, de fils de couteau, de bulles de revêtement, de taches d'eau de galvanoplastie, de jaunissement de galvanoplastie, de pelage du revêtement et d'autres phénomènes indésirables. La surface peut être essuyée et ignorée.
★9.3.3 La surface du produit doit être propre et exempte de toute tache tenace qui ne peut être essuyée.
★9.3.4 Normes de contrôle d'apparence pour les produits de différentes formes :
|
Classification des formes |
Critères d'inspection visuelle |
|
Cercle/Carré |
1. Faites attention au diamètre extérieur et à la face étroite pour voir s'il y a un défaut, tel qu'un coin manquant. |
|
Anneau |
1. Faites attention s'il y a une fissure ou un phénomène d'éclatement de coin sur le bord du trou. 2. Faites attention s'il y a un défaut, tel qu'un coin manquant sur le diamètre extérieur. 3. Il n’y a aucun écart de position évident lors de l’inspection visuelle de la concentricité. |
|
Onde standard |
1. S'il s'agit d'un produit coupant du fil-, la surface du fil de molybdène doit être uniforme et sans noircissement. 2. L'épaisseur de la paroi est concentrique, sans déviation et sans bavures dépassant des deux côtés du R extérieur. |
|
Produit de trou |
1. Faites attention s'il y a une fissure ou un phénomène d'éclatement de coin sur le bord du trou. 2. Si la position du trou répond aux exigences du dessin. 3. Y a-t-il un écart dans la distance entre les trous ? 4. Si la profondeur du trou profond répond aux exigences du dessin. |
|
Produit cranté |
1. Si la position de la rainure répond aux exigences du dessin. 2. S'il y a de la rouille et un phénomène de noircissement dans le revêtement de la rainure. 3. Vérifiez si la profondeur et la largeur de la rainure sont anormales. |
|
Autre extraterrestre |
1. Vérifiez la conformité de l'apparence strictement selon les dessins. |
9.3.5 Norme d'inspection du revêtement : (La couleur du revêtement entre les lots de produits du même ordre doit être similaire, en particulier pour les produits galvanisés)
|
Graine |
Norme d'inspection des revêtements |
| Cuivre Nickel Nickel |
La couleur de la surface est uniforme, sans taches de rouille, taches jaunes, taches d'eau et autres mauvaises marques ; pas de bulles, fissures, pores, bavures ou autres défauts visibles du revêtement. |
|
Nickel noir |
La couleur de la surface est uniforme et noire, sans taches de rouille, marques jaunes, traces d'eau ou autres mauvaises marques. |
| Zinc bleu et blanc |
Le revêtement doit être uniformément bleu et blanc, avec de légères interférences de couleurs autorisées. Il doit être exempt de taches de rouille, de taches jaunes, de taches d’eau, de perte de zinc ou d’autres défauts. Les défauts visibles tels que les bulles, les fissures, les pores ou les bavures ne sont pas autorisés. |
|
Couleur Zinc |
La surface doit être claire et brillante avec une couleur arc-en-ciel, et aucune adhérence ou fuite blanche n'est autorisée. Aucun défaut visible du revêtement tel que bulles, fissures, pores, bavures, etc. |
|
Zinc noir |
La surface doit être noire, sans rayures visibles ni fuites blanches. Aucun défaut visible du revêtement tel que bulles, fissures, pores ou bavures ne doit être présent. |
| Nickel-Boîtier en étain |
Le revêtement doit être de couleur uniforme, exempt de taches blanches jaunâtres - et de motifs de cristaux d'étain, et doit être exempt de défauts visibles tels que des bulles, des fissures, des pores et des bavures. |
| Nickel-Or plaqué |
Le revêtement doit être jaune doré brillant, de couleur uniforme et ne présenter aucun défaut visible tel que buée, blanchiment, cloquage, fissuration, porosité ou bavure. |
| Nickel-Argent plaqué |
Blanc, légèrement bleuté, sans décoloration jaune, sans traces d'eau, bulles, fissures, pores, bavures et autres défauts visibles du revêtement. |
|
Nickel-Boîtier en chrome |
Argent brillant-blanc, couleur uniforme, pas de décoloration jaunâtre, de traces d'eau, de bulles, de fissures, de pores, de bavures et d'autres défauts visibles du revêtement. |
|
Phosphorisation |
Pas de jaunissement, de cendres suspendues ou de cristaux épais évidents. |
|
Peinture électrophorétique |
Le film est plein et brillant, et aucun trou de retrait, peau d'orange, marques d'écoulement, gouttes suspendues ou marques de suspension évidentes ne sont autorisés. |
|
Téflon |
Le film est plein et brillant, et aucun retrait, peau d'orange, traces d'écoulement ou gouttes pendantes n'est autorisé. |
9.3.6 Types courants de défauts d'apparence et normes d'inspection
|
Phénomène malsain |
Norme d'acceptation |
Photo |
Gestion des exceptions |
Remarques |
|
| Évent d'impuretés |
La surface doit être exempte d'impuretés et de pores |
|
Libération ou mise au rebut |
cause matérielle |
|
|
Fosse |
Il ne doit y avoir aucun trou de sable ou dépression de plus de D0,5 mm sur la surface. |
|
Libération ou mise au rebut |
cause matérielle |
|
| Fissure interne |
Aucune fissure superficielle |
|
Annoncer un chèque invalidé sous forme papier |
Problèmes de poinçonnage ou de matériau |
|
|
|
Annoncer un chèque invalidé sous forme papier |
cause matérielle |
|||
| Circuit électrique |
Aucun phénomène de circuit magnétique en surface |
|
Démagnétisation et replaquage-ou mise au rebut importante (Le nickelage ou les produits époxy sont d'abord retirés, puis démagnétisés et enfin galvanisés) |
La force magnétique de surface est trop élevée avant la galvanoplastie |
|
|
|
|||||
|
Rayures polonaises |
Il ne devrait y avoir aucun motif évident de « phosphore de poisson » sur la surface |
|
Libérer, retravailler ou mettre au rebut (Le nickelage ou les produits époxy sont d'abord retirés, puis meulés et enfin galvanisés) |
La meuleuse est trop dure, la vitesse est trop rapide et le papier de verre est trop tranchant |
|
|
La surface ne doit pas avoir d'impression de soie sur papier de verre évidente |
|
Le papier de verre est trop grossier, ou la technique de meulage n'est pas correcte, ou la force n'est pas correcte |
|||
|
Fil de meule |
La surface ne doit pas avoir de fil de meule évident |
|
Libérer, retravailler ou mettre au rebut (Le nickelage ou les produits époxy sont d'abord retirés, puis meulés et enfin galvanisés) |
Raisons d'un broyage important ou d'un broyage en tranches double face- |
|
|
Défaut de cristallisation |
L'inconvénient de la cristallisation est que 30 % de la surface est perdue, |
|
laisse qn. passer |
cause matérielle |
|
|
Coin vide |
La surface ne doit pas présenter de défauts de coin supérieurs à D1. Les produits dépassant les spécifications D1 peuvent être approuvés pour les normes D2, avec un défaut autorisé par surface et deux par produit. |
|
Libérer ou compléter l'angle pour le retravailler ou le mettre au rebut (Le nickelage ou les produits époxy sont d'abord retirés, puis les coins sont remplis et enfin galvanisés pour être retravaillés) |
La température de cuisson est trop élevée ou la différence de température est trop importante, entraînant un déficit d'oxyde |
|
|
|
La tranche a des bords ou des coins manquants, ou la tranche n'est pas coupée correctement. |
||||
|
|
Traitement inapproprié ou protection contre la circulation |
||||
|
Fissures des bords |
Les produits enduits en rouleaux-de petite taille-ne doivent pas présenter d'écailles ou de fissures sur les bords ; les produits enduits-pendants-de grande taille peuvent présenter des fissures mineures allant jusqu'à |
|
Libérer, retravailler ou mettre au rebut (Les produits nickelés-ou époxy sont d'abord retirés, puis le bord est retiré pour compenser le coin, et enfin, galvanisés pour être retravaillés.) |
La billette peut entrer en collision pendant le traitement ou l'écoulement |
|
|
Ondulation |
Le trou intérieur ne doit pas avoir de chanfrein |
|
Annoncer un chèque invalidé sous forme papier |
La raison de la perforation peut être une oxydation. |
|
|
Lame de coupe |
La surface ne peut pas avoir une sensation tactile |
|
Libérer, retravailler ou mettre au rebut (Le nickelage ou les produits époxy sont d'abord retirés, puis meulés et enfin galvanisés) |
Raison du traitement de découpage |
|
|
|
|||||
|
Filament de molybdène |
Aucun fil de molybdène évident ne doit être présent à la surface |
|
Libérer ou retravailler (Le nickelage ou les produits époxy sont d'abord retirés, puis meulés et enfin galvanisés) |
Raisons du traitement de coupe de fil |
|
|
|
|||||
|
Lissage des bords |
La surface des carreaux coupés au fil-doit être exempte de bavures saillantes, principalement sur l'arc extérieur. |
|
refaire un travail mal fait (Le nickelage ou les produits époxy sont d'abord retirés, puis meulés et enfin galvanisés) |
Raisons du traitement de coupe de fil |
|
|
Réseau local |
Il ne doit y avoir aucune carie de type sténopé-sur la surface. |
|
Libérer, retravailler ou mettre au rebut (Le nickelage ou les produits époxy sont d'abord retirés, puis meulés et enfin galvanisés) |
Traitement inapproprié ou transfert de protection |
|
|
Peau d'Orange |
Il ne devrait y avoir aucun phénomène évident de peau d'orange sur la surface |
|
Libérer, remplacer-ou mettre au rebut |
Cause de galvanoplastie |
|
| Le point d'oxygénation est trop élevé |
La surface des produits époxy ne doit pas comporter de points de suspension de plus de 2 mm. |
|
Généralement, des marqueurs à base d'huile-sont utilisés pour réparer les points de suspension, et les cas graves nécessitent un traitement de replaquage-. |
Cause de galvanoplastie |
|
| Des bulles ou un soulèvement des bords se produisent sur le revêtement des bords |
Le revêtement des bords ne doit pas présenter de bulles ni de soulèvement des bords. |
|
Augmenter le chanfrein (si la commande ne nécessite pas de taille de chanfrein) ; généralement le remplacement-du placage ; dans les cas graves, mise au rebut (Le nickelage ou les produits époxy sont d'abord retirés, puis chanfreinés et enfin galvanisés) |
La galvanoplastie peut être causée par un petit chanfrein du trou intérieur |
|
|
Mauvais angle complémentaire (noirci, cloqué, trou d'épingle) |
L’angle complémentaire ne doit pas présenter d’effets de noircissement, de cloques ou de sténopé. |
|
Libérer, retravailler ou mettre au rebut (Le nickelage ou les produits époxy sont d'abord retirés, puis les coins sont remplis et enfin galvanisés pour être retravaillés) |
Raison de l'angle ou du placage complémentaire |
|
| Mauvais angle complémentaire |
Aucune saillie ou dépression ne doit être présente dans la zone complémentaire |
|
Refaire ou supprimer (Le nickelage ou les produits époxy sont d'abord retirés, puis les coins sont remplis et enfin galvanisés pour être retravaillés) |
Raison de l'angle supplémentaire |
|
| Mauvais angle complémentaire |
Il ne devrait y avoir aucun renflement dans le coin du produit époxy |
|
Refaire ou supprimer (Le nickelage ou les produits époxy sont d'abord retirés, puis les coins sont remplis et enfin galvanisés) |
Galvanoplastie ou angle supplémentaire |
|
|
Pelage du revêtement |
La couche de galvanoplastie et la matrice ne doivent pas être séparées |
|
Replaquage ou mise au rebut |
Mauvais substrat ou placage |
|
|
Moussage par galvanoplastie |
Aucune bulle ne doit se produire sur la surface galvanisée |
|
Replaquage ou mise au rebut |
Cause de galvanoplastie |
|
|
Bulle de galvanoplastie |
Aucun phénomène de bulle ne doit être présent sur la surface galvanisée |
|
Refaire ou supprimer |
Causes ou impacts de la galvanoplastie après le placage |
|
|
Superposition de galvanoplastie |
La surface galvanisée ne doit pas avoir de superposition tactile |
|
Libération ou mise au rebut |
Cause de galvanoplastie |
|
| Pelage du revêtement et soulèvement des bords |
La surface du revêtement ne doit pas être détachée ou gondolé |
 |
|
Replaquage ou mise au rebut |
Cause de galvanoplastie |
|
Macula, filigrane |
La surface galvanisée ne doit pas présenter de taches jaunes ou de traces d'eau. |
|
Replaquage (Les produits nickelés-peuvent être essuyés directement avec de l'acide sulfurique dilué et les produits galvanisés peuvent être replaqués-. |
Cause de galvanoplastie |
|
|
Galvanoplastie Noir |
La surface galvanisée ne doit pas être noircie |
|
Replaquage ou mise au rebut |
Cause de galvanoplastie |
|
|
Coins fraîchement coupés |
La surface galvanisée ne doit pas avoir de coins frais |
|
Replaquage ou mise au rebut |
Protection inappropriée après la galvanoplastie |
|
|
Coin manquant de galvanoplastie |
La surface ne doit pas présenter de défauts de coin supérieurs à D1. Les produits dépassant les spécifications D1 peuvent être approuvés pour les normes D2, avec un défaut autorisé par surface et deux par produit. |
|
Libérer ou compléter l'angle, la retouche ou le rebut (Le nickelage ou les produits époxy sont d'abord retirés, puis le coin est rempli et enfin galvanisé) |
Cause de galvanoplastie |
|
|
Rayure après placage |
La surface ne doit pas présenter de rayures fraîches ni de couche de zinc exposée |
|
Replaquage |
Raisons de la protection du flux par galvanoplastie |
|
|
Corrosion électrolytique |
Aucune pénétration importante de matériau ne doit se produire sur la surface |
|
Libérer, retravailler ou mettre au rebut (Le nickelage ou les produits époxy sont d'abord retirés, puis meulés et enfin galvanisés) |
Cause de galvanoplastie |
|






































9.3.7 Méthodes et normes d'inspection pour la qualité des chanfreins
Inspecter selon les exigences de la commande ou du dessin. Notez que la taille du chanfrein de chaque bord d’un même lot de produits doit être uniforme et cohérente. Il ne doit y avoir aucune vibration en forme de vague-ou chanfrein de fuite.
9.3.8 Méthodes et normes de contrôle pour les angles supplémentaires
★9.3.8.1 Sauf indication contraire du client, toutes les encoches (ou bavures et fissures) dépassant la taille D2-D3 doivent subir un traitement de chanfreinage.
★9.3.8.2 Le joint entre le coin et la base doit être plat et lisse, sans espaces, pores, noircissements, bulles ou cloques.
9.3.9 Autres exigences en matière d'inspection de l'apparence
★9.3.9.1 Pour les comprimés noircis, aucun remplissage de coin ne doit être effectué, sauf indication contraire.
★9.3.9.2 Pour les comprimés noirs, s'ils ne sont pas expédiés avec magnétisation, assurer la qualité de la surface et ne pas transporter de magnétisme.
9.4 Méthodes d'essai de performance et critères d'inspection
★9.4.1 Tous les produits magnétisés doivent subir des tests de performance (le taux d'échantillonnage peut être réduit de manière appropriée pour les produits présentant des spécifications importantes impliquant des accidents de sécurité).
★9.4.2 Pour les produits non-magnétisés, effectuer des tests de performance en utilisant des échantillons défectueux (y compris ceux présentant des pores, des impuretés, des défauts de surface, etc.). Les produits présentant des défauts angulaires ou des fissures importants ne doivent pas être échantillonnés. Pour les produits sans défauts mais à faible coercivité, effectuer une démagnétisation sur les bobines d'emballage pour assurer une démagnétisation complète. La démagnétisation après-test doit entraîner une force magnétique de surface inférieure à 100 G pour éviter l'insatisfaction du client.
★9.4.3 Généralement, le test principal est le flux magnétique, et seulement 5 à 10 morceaux d'aimant de surface sont requis pour référence. Si le client a spécifié des éléments de test ou des exigences de contrôle, le test doit être effectué conformément aux exigences du client.
|
Article |
Méthodes d’inspection et points clés |
Photo |
|
|
Flux magnétique |
Méthode de réglage de la taille de l'outil de mesure : Carré, tuile-en forme et autres formes allongées : la moitié de la longueur et de la largeur. Cercle : Rayon. Assurez-vous que la quantité de dérive des données reste stable. Unité de flux magnétique (Wb) : 1 Wb équivaut à 1 000 mWb, où 1 T×m² équivaut à 1 V×S. |
|
|
|
Moment magnétique |
M=Ф×C, C est la constante de la bobine, en cm. Ф La valeur du flux magnétique affichée par le fluxmètre. Br=Ф×C/V |
|
|
|
Tableau |
En l'absence d'exigences du client, le test du champ magnétique maximum est généralement effectué (pour les grands disques circulaires, la cohérence d'un cycle R/2 complet doit être testée). Si le client le demande, nous le ferons. Unité de champ magnétique (T) : 1T=10,000Gs |
|
|
|
Trouer |
Observez le produit magnétisé avec une feuille d’observation de ligne de flux magnétique. |
|
|





★9.4.4 Principes de test : La surface concave du produit en forme de tuile-est testée en premier ; le produit de forme irrégulière est testé d'abord sur le côté ayant une grande surface de contact ; le produit avec un trou enfoncé est d'abord testé sur la surface du petit trou ; le produit magnétisé multi-polaire est testé avec des déchets pour remplir deux pôles afin de mesurer le flux magnétique.
★9.4.5 Norme de consistance du flux magnétique : les valeurs maximales et minimales sont contrôlées à 10 % près.
★9.4.6 Norme de cohérence magnétique maximale : les valeurs maximales et minimales doivent être contrôlées dans les 250 G (si le client n'exige pas de cohérence, elle peut être libérée dans les 350 G).
★9.4.7 Norme de cohérence du moment magnétique : la plage de contrôle des valeurs maximales et minimales est inférieure à 5 %.
★9.4.8 Les formes irrégulières ou les formes de carreaux sont comparées aux valeurs des données mesurées du même côté.
10. Méthodes et normes d'inspection des processus et d'inspection des usines
★10.1 Après l'inspection du produit, l'inspection des processus et l'inspection de l'usine doivent être renforcées pour les opérations d'emballage.
★10.2 Le sac du produit doit être exempt d'eau ou d'humidité et ne doit présenter aucun signe de chauffage. Pour les produits époxy, un minimum de 36 heures après-extraction du four est requis avant la magnétisation. D'autres produits de placage peuvent être emballés et magnétisés après 2 heures de refroidissement et de séchage. Lors de l'emballage sous vide de produits zingués-, un refroidissement complet doit d'abord être assuré pour éviter la décoloration de la couche de zinc et le détachement du revêtement.
★10.3 Pour les produits à revêtement composite et époxy, assurez-vous qu'il n'y a aucun point de suspension manqué ; utilisez des marqueurs à base d'huile-pour les remplir.
★10.4 Pour les produits revêtus de nickel ou de chrome-, tout défaut de surface, tel que les taches d'eau ou le jaunissement, peut être éliminé en essuyant avec de l'acide sulfurique dilué. Cependant, les produits galvanisés ne doivent pas être essuyés, car cela pourrait endommager le film passif et compromettre la résistance à la corrosion.
★10.5 Principaux éléments de l'inspection des processus et de l'inspection en usine :
|
Numéro de commande |
Article d'inspection |
Méthodes et normes d'inspection | |
|
1 |
Produits essentiels |
Confirmez la marque, les spécifications, l'orientation, le chanfrein et le revêtement du produit emballé. |
|
|
2 |
Exigences magnétiques |
Est-ce magnétisé ? Est-il multi-magnétisé ? 1. Lors de l'emballage de produits non magnétisés, il n'est pas permis d'utiliser des tiges magnétiques pour attirer l'emballage afin d'éviter que les produits ne soient magnétisés. 2. Pour les produits magnétisés, à l'exception des formes standard telles que les anneaux circulaires purs, les blocs carrés et les disques circulaires, tous les autres produits (en particulier les produits irréguliers tels que les trous fraisés, les formes en forme de tuile- et les formes trapézoïdales) doivent suivre strictement l'ordre et les dessins. Spécifiez clairement si la magnétisation est appliquée dans les deux sens ou dans une seule direction, ainsi que la direction de polarité magnétique des pôles N et S, pour éviter l'inversion des pôles. |
|
|
|
|
||
|
|
|
||
|
3 |
Exigences de marquage de polarité |
Pour les produits soumis à des exigences d'étiquetage, la méthode d'étiquetage et la couleur doivent être conformes aux spécifications de la commande. Les étiquettes doivent être esthétiques, soignées, cohérentes et résistantes à la décoloration. |
|
|
4 |
Exigences d'impression |
Pour les documents imprimés, vérifiez que le texte sur le timbre correspond aux spécifications du client, en vous assurant qu'il n'y a pas d'erreurs ou d'omissions typographiques. Pendant l'impression, évitez que le luminaire ne raye le revêtement de surface. Le texte doit être clair et lisible, en évitant les caractères pâles ou flous. Ne procédez à l'emballage ultérieur qu'après séchage complet du texte. |
|
|
5 |
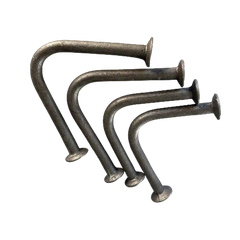
Clips, Rondelles |
En fonction des spécifications, des dimensions, de l'orientation et du revêtement de surface du produit, sélectionnez la pince appropriée. Colliers ou joints. Lors de la sélection des colliers ou des joints, une attention particulière doit être accordée à la résistance à l'humidité et à la protection contre l'absorption d'humidité, car ces composants peuvent rouiller et compromettre la qualité du revêtement de surface. Les surfaces des colliers ou des joints ne doivent pas être excessivement rugueuses ni présenter de bavures. Les pinces en bois nécessitent un traitement d'encapsulation, et les produits avec zingage ou revêtement époxy doivent de préférence utiliser des pinces souples pour éviter les rayures de surface. Pour les pinces à papier, le côté adhésif doit avoir une finition brillante pour éviter l'absorption d'humidité et la rouille ultérieure. L'épaisseur des joints doit garantir une séparation facile après magnétisation, permettant aux clients de les utiliser de manière pratique et sûre. Généralement, les produits circulaires supérieurs à D13X2mm et les produits carrés dépassant 15X10X5mm nécessitent des colliers ou des joints dans l'emballage (les spécifications personnalisées sont soumises aux exigences du client, telles que détaillées dans la commande). |
|
|
6 |
Spécifications des opérations d’emballage |
Les produits zingués-ne doivent pas être empilés trop haut lors de l'inspection, car le revêtement pourrait se décoller ou se rayer. Manipulez-les doucement et faites attention aux dommages sur les bords, aux défauts des coins et aux rayures de surface. |
|
|
7 |
Autres projets |
Certificat de conformité, marquage, méthode d'emballage et autres exigences connexes. |
|




11. Protection du produitn
11.1 Prévenir les dommages aux coins
★11.1.1 Manipulez le produit avec précaution pendant l'inspection pour éviter d'endommager les bords.
★11.1.2 Une méthode d'emballage raisonnable doit être sélectionnée pour les produits retravaillés, et l'apparition de collisions de bords et de manque de coins doit être pleinement prise en compte. La hauteur d'empilage ou de placement doit être appropriée.
11.2 Protection contre la rouille et la corrosion
★11.2.1 Pendant le processus d'inspection, évitez la corrosion de la surface du produit due à la sueur des mains.
11.3 Résistance aux rayures
★11.3.1 Pour les produits de grande-taille, les plaques doivent être séparées pour éviter les frottements mutuels et de nouvelles rayures sur la surface.
★11.3.2 Lors de l'inspection des produits, ceux-ci ne doivent pas frotter les uns contre les autres pour provoquer des rayures.
11.4 Anti-mélange
★11.4.1 Chaque lot de produits doit être clairement marqué du numéro de lot, du code, du nom de marque, des spécifications, de la quantité et d'autres informations.
★11.4.2 Chaque boîte ou baril de produits doit contenir des informations sur la qualité, les spécifications, la quantité, etc.
★11.4.3 La circulation séparée des produits doit préciser la raison distincte.



12. Principes de traitement des quantités anormales
Lorsque la quantité de produits est anormale, la première chose à faire est de procéder à une auto--inspection. S'il existe toujours un écart après la re-vérification, il doit être signalé à la personne responsable pour confirmation de la quantité. Pour le pesage de petits produits, il est permis d'avoir une erreur de pièce supérieure et inférieure par sac.
13. Élimination des produits non conformes et retour d'information sur les anomalies qualité
★13.1 Les produits ou articles non conformes nécessitant un traitement doivent être immédiatement isolés et correctement étiquetés avec des détails comprenant le numéro de pièce, les spécifications, la quantité et les caractéristiques de non-conformité. Pour les produits nécessitant une retouche ou une réparation, les étiquettes doivent être clairement marquées et notifiées en temps opportun. Tous les articles retraités doivent être soumis à une nouvelle-inspection.
★13.2 Principes de manipulation des produits retraités et repeints.
| Refaire la raison | Matériau de revêtement |
Refaire le processus |
|
La surface est défectueuse et doit être rectifiée (Rayures, rayures, corrosion, etc.) |
Nickel, époxy, chrome, étain, or |
Re-dépôt →Re-polissage (meulage) →Re-dépôt |
|
Zinc, phosphore |
Réaffûtage →Replacage |
|
|
Reprise du chanfrein de la machine |
Nickel, époxy, chrome, étain, or |
Re-dépôt →Chamfrein →Re-dépôt |
|
Zinc, phosphore |
Bord → Re-tremper |
|
|
Angle supplémentaire ou reprise d'angle supplémentaire |
Nickel, époxy, chrome, étain, or |
Remblai →Remplir le coin →Remblai |
|
Zinc, phosphore |
→Re-dépôt complémentaire |
|
|
démagnétisation |
Nickel, époxy, chrome, étain, or |
Dépôt → Démagnétisation → Repositionnement |
|
Zinc, phosphore |
Démagnétiser → Replacage |
★13.3 Si une qualité anormale est détectée et dépasse la proportion spécifiée, le service ou la personne responsable doit être informé dans les 10 minutes et le retour d'information doit être envoyé au superviseur du département dans les 30 minutes.
★13.4 Les produits défectueux doivent être autorisés à être expédiés (se référer aux enregistrements de versions historiques). Les registres de sortie doivent être conservés correctement et la sortie doit être approuvée par l'agent de gestion. Les produits tels que les produits de retouche, de réparation, les produits non conformes et les produits à déterminer doivent être clairement marqués avec la cause ou les caractéristiques non conformes.
