





































Les aimants en néodyme, également connus sous le nom d'aimants NdFeB ou de terres rares, sont le type d'aimant permanent le plus puissant disponible dans le commerce aujourd'hui. Fabriqués à partir d'un alliage de néodyme, de fer et de bore (Nd₂Fe₁₄B), ils offrent une densité d'énergie magnétique jusqu'à dix fois supérieure à celle des aimants en ferrite classiques, ce qui les rend indispensables dans tout, des moteurs de véhicules électriques aux appareils médicaux de précision.
Mais comment sont fabriqués les aimants en néodyme ? Le processus est beaucoup plus sophistiqué que la plupart des acheteurs ne le pensent, une séquence étroitement contrôlée d'étapes métallurgiques, mécaniques et électromagnétiques qui, ensemble, déterminent chaque dimension des performances d'un aimant. Comprendre ce processus aide les ingénieurs à spécifier la bonne qualité, les responsables des achats à évaluer les capacités des fournisseurs et les concepteurs de produits à éviter des erreurs coûteuses.
De quoi sont fabriqués les aimants en néodyme ?
Les aimants en néodyme, également appelés aimants NdFeB, sont principalement composés de néodyme (Nd), de fer (Fe), de bore (B) et de petites quantités d'autres éléments tels que le dysprosium (Dy), le terbium (Tb), le cobalt (Co), le cuivre (Cu) ou l'aluminium (Al). Chaque élément contribue aux performances de l'aimant :
|
Composant |
But |
|
Néodyme / Praséodyme |
Fournit de fortes propriétés magnétiques |
|
Fer |
Forme la structure magnétique principale |
|
Bore |
Stabilise la structure cristalline |
|
Dysprosium/Terbium |
Améliore les performances et la coercivité à haute-température |
|
Cobalt / Cuivre / Aluminium |
Améliore la stabilité de la température et les performances magnétiques globales |
Le contexte de la chaîne d’approvisionnement
Un facteur que tout acheteur d’aimants en néodyme devrait comprendre en 2025 : la Chine contrôle plus de 85 % de la production mondiale de NdFeB, en grande partie grâce à sa domination dans l’extraction et le raffinage des terres rares. Depuis avril 2025, la Chine exige des licences d'exportation spéciales pour le dysprosium, le terbium et d'autres terres rares clés, les volumes d'exportation déclarés ayant chuté au cours des mois suivants. Cela rend la transparence des fournisseurs, la stratégie d'inventaire et les partenariats à long terme avec des fabricants établis plus importants que jamais.
Le processus de fabrication-par-étape de l'aimant en néodyme
Fabriquer un aimant en néodyme n'est pas un simple acte ; il s'agit d'une chaîne de huit étapes soigneusement ordonnées, dans laquelle une erreur, à quelque étape que ce soit, ne peut être corrigée ultérieurement.
- Étape 1 - Fusion et alliage Le néodyme, le fer et le bore sont chargés dans un four à induction sous vide et fondus ensemble à plus de 1 300 degrés. L'environnement sous vide n'est pas-négociable ; même des traces d'oxygène à ce stade forment des oxydes qui dégradent de manière permanente les performances magnétiques. L’alliage fondu est ensuite rapidement refroidi en fines paillettes, prêtes pour l’étape suivante.
- Étape 2 - Broyage en poudre Les flocons sont d'abord broyés par décrépitation d'hydrogène, puis par broyage au jet pour obtenir une poudre ultra-avec des particules d'une taille moyenne de seulement 3 micromètres, plus petites qu'un globule rouge. Chaque étape se déroule dans un environnement scellé et sans oxygène-, car la poudre de NdFeB s'enflamme spontanément à l'air libre.
- Étape 3 - Pressage et orientation La poudre est pressée dans un moule tandis qu'un puissant champ magnétique (1,5 à 2,5 Tesla) aligne chaque particule dans la même direction. Cet alignement est ce qui rend les aimants NdFeB frittés considérablement anisotropes et considérablement plus puissants le long d’un axe que sur tout autre.
- Étape 4 - Frittage Le compact pressé est chauffé à environ 1 080 degrés dans un four sous vide. La phase limite des grains fond et s'écoule entre les particules, fusionnant le tout en un bloc dense et solide. Un traitement de trempe et de vieillissement rapide s'ensuit, verrouillant la microstructure finale et maximisant la coercivité.
- Étape 5 - Usinage de précision Le NdFeB fritté est extrêmement dur, mais les outils en acier standard, fragiles, ne le couperont pas. Les meules diamantées et les machines d'électroérosion à fil façonnent l'aimant aux dimensions finales, avec souvent des tolérances de ± 0,05 mm pour les applications de moteurs et de capteurs.
- Étape 6 - Revêtement de surface Le NdFeB non protégé se corrode rapidement. Avant la magnétisation, chaque aimant reçoit un revêtement protecteur, le plus souvent du nickel-cuivre-nickel pour un usage général, de l'époxy pour les environnements extérieurs ou marins, ou de l'or pour les applications de qualité médicale-.
- Étape 7 - Magnétisation Une batterie de condensateurs haute-tension se décharge à travers une bobine entourant l'aimant, générant un champ trois à cinq fois supérieur à la coercivité de l'aimant en une fraction de seconde. Le résultat : une saturation magnétique totale. Si l'aimant n'est pas fixé dans le luminaire, la force de cette impulsion le projettera à travers la pièce.
- Étape 8 - Contrôle qualité Chaque lot est testé pour ses performances magnétiques (Br, Hcj, BHmax), la précision dimensionnelle, l'épaisseur du revêtement par XRF et la résistance à la corrosion par brouillard salin. Chez GME, cela se produit dans le cadre d'un système de qualité certifié TS16949 avec une traçabilité complète depuis la matière première jusqu'à l'expédition finie.

Fritté, collé ou pressé à chaud : quelle méthode de fabrication vous convient le mieux ?
Tous les aimants en néodyme ne sont pas fabriqués de la même manière. La méthode de fabrication que vous choisissez affecte directement la force magnétique, la flexibilité de la forme et le coût, il vaut donc la peine de comprendre les différences avant de la spécifier.
Le NdFeB fritté est la norme industrielle pour les applications-hautes performances. Il fournit le produit d'énergie magnétique le plus élevé (jusqu'à N52), mais les formes sont limitées ; toutes les géométries finales nécessitent un usinage de précision. Si vous concevez un moteur EV, un générateur éolien ou un servomoteur industriel, le fritté est presque certainement votre réponse.
Le NdFeB lié échange la force magnétique contre la liberté de conception. La poudre de NdFeB est mélangée à un liant polymère et moulée par injection-ou moulée par compression-en formes complexes en une seule étape, sans aucun usinage nécessaire. Le produit énergétique est nettement inférieur (généralement 5 à 12 MGOe), mais si votre application nécessite un anneau fin avec un motif multipolaire ou une forme intégrée complexe, les aimants liés le rendent possible là où le fritté ne le peut pas.
Le NdFeB pressé à chaud-se situe entre les deux. Les composants de forme proche-nette-sont formés à température et pression élevées, atteignant une densité et une anisotropie proches de la qualité frittée sans le cycle de frittage complet. Il s'agit d'une voie spécialisée, le plus souvent utilisée pour les anneaux de capteurs automobiles compacts et les composants de moteurs de précision, où la fabrication de forme proche-nette-élimine les déchets d'usinage coûteux.
| Processus de fabrication |
Fritté |
Collé |
Chaud-Pressé |
|
Produit énergétique maximum |
Jusqu'à N52 |
5 à 12 MGOe |
Presque fritté |
|
Flexibilité de la forme |
Faible |
Haut |
Moyen |
|
Application typique |
Moteurs, générateurs |
Electronique, capteurs |
Automobile, moteurs de précision |
|
Coût relatif |
Moyen |
Faible à moyen |
Haut |
Comprendre les qualités des aimants en néodyme : du N35 au N52 et au-delà
La note d'unaimant néodymecode deux informations essentielles : son produit énergétique maximal et sa classe de performances à haute-température.

Lire le code de note
Le nombre dans la note (par exemple, N42) représente le produit énergétique maximal nominal en mégagauss-oersteds (MGOe). Des nombres plus élevés indiquent des aimants plus puissants. Le N52 est actuellement la qualité la plus élevée disponible dans le commerce, avec un produit énergétique maximum d'environ 50 à 53 MGOe.
Le suffixe de la lettre (le cas échéant) indique la classe de coercivité de l'aimant et la température maximale de fonctionnement :
|
Suffixe |
Classe |
Température de fonctionnement maximale |
Coercitivité (Hcj, kOe) |
|
(aucun) |
Standard |
80 degrés |
Supérieur ou égal à 12 |
|
M |
Moyen |
100 degrés |
Supérieur ou égal à 14 |
|
H |
Haut |
120 degrés |
Supérieur ou égal à 17 |
|
SH |
Super élevé |
150 degrés |
Supérieur ou égal à 20 |
|
hein |
Très haut |
180 degrés |
Supérieur ou égal à 25 |
|
AH |
Avancé élevé |
200 degrés + |
Supérieur ou égal à 30 |
Un aimant classé N42SH, par exemple, a un produit énergétique d'environ 40 à 43 MGOe et est conçu pour une utilisation continue jusqu'à 150 degrés.
Choisir la bonne note pour votre candidature
Le produit énergétique disponible le plus élevé n’est pas toujours le bon choix. La sélection de la nuance doit équilibrer les exigences de performances magnétiques par rapport à la température de fonctionnement, au coût et aux contraintes physiques :
Moteurs et générateurs électriques
N42H ou N42SH sont des choix courants, offrant une densité de flux élevée avec une stabilité de température adéquate. Les moteurs de traction EV dans les applications à haute-puissance peuvent spécifier N48H ou N48SH pour une densité de puissance maximale.
Générateurs d'éoliennes
N35SH à N42SH, où le coût par kilogramme de production de flux compte autant que les performances maximales et où les températures de fonctionnement peuvent atteindre 120 degrés dans des nacelles fermées.
Electronique grand public
N35 à N42 (suffixe standard), où les températures sont basses et où l'optimisation des coûts entraîne une sélection de qualité à la baisse.
Capteurs automobiles et systèmes ABS
N38H à N42H, équilibrant les performances avec la résistance thermique et vibratoire.
Applications industrielles à haute-température
N35EH ou N33AH, où les températures de fonctionnement dépassent 150 degrés et où la coercivité l'emporte sur le produit énergétique maximum.
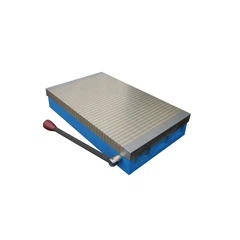
Séparateurs magnétiques et ensembles de maintien
Qualité standard N42 à N52, où la température ambiante est contrôlée et où la force de maintien maximale par unité de volume est la priorité.
GME produit et stocke des aimants dans toute la gamme de qualités, de N35 à N52, avec toutes les variantes de suffixes de température, et peut vous conseiller sur l'optimisation des qualités pour vos conditions de fonctionnement spécifiques.
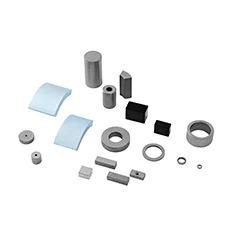
Applications clés des aimants en néodyme dans diverses industries
Le champ d’application des aimants en néodyme est bien plus large que ce que la plupart des gens imaginent. Voici plusieurs industries majeures dans lesquelles ils jouent leurs rôles les plus critiques.
Véhicules électriques et énergies renouvelables
Un seul moteur de traction de véhicule électrique (VE) contient à lui seul entre 2 et 3 kilogrammes d’aimants en néodyme, tandis que les éoliennes offshore peuvent nécessiter des quantités pesant jusqu’à plusieurs tonnes. Cette demande est appelée à croître considérablement à mesure que le processus mondial d’électrification s’accélère.

Automatisation industrielle et robotique
Les servomoteurs, les articulations robotiques et les coupleurs magnétiques s'appuient tous fortement sur des aimants NdFeB haute-densité pour générer un couple précis dans des dimensions compactes. Les coupleurs magnétiques sont particulièrement utiles dans les équipements de pompage des secteurs chimique et pharmaceutique ; en transmettant le couple à travers des barrières étanches sans aucun contact mécanique, ils éliminent complètement le risque de fuite.
Electronique grand public
Votre smartphone, votre ordinateur portable et vos écouteurs contiennent tous des aimants en néodyme. Des exemples courants de leur application incluent les actionneurs de tête des disques durs, les haut-parleurs et les minuscules moteurs de vibration chargés de générer un retour haptique dans les téléphones mobiles. Alors que les appareils électroniques continuent de progresser vers la miniaturisation, la capacité à fournir une force magnétique puissante dans des contraintes spatiales limitées devient de plus en plus critique.
Dispositifs médicaux
Des articulations des robots chirurgicaux aux coupleurs des implants cochléaires et aux mécanismes d'entraînement des endoscopes à capsule, les aimants NdFeB confèrent à ces dispositifs une précision de mouvement et des capacités de miniaturisation exceptionnelles, un niveau de performance à une échelle donnée qu'aucun autre type d'aimant ne peut égaler.

Facteurs qui affectent les performances et la longévité de l'aimant en néodyme
Même l'aimant en néodyme-de la plus haute qualité sera sous-performant ou échouera s'il est utilisé en dehors de ses limites de conception. Voici les quatre facteurs que vous devez comprendre avant de préciser.
Température
La chaleur est la cause la plus courante de perte magnétique permanente. Chaque qualité NdFeB a une température de fonctionnement maximale de 80 degrés pour la qualité standard, jusqu'à 200 degrés + pour la qualité AH. Dépassez-le, même brièvement, et la réduction de force est irréversible. Si votre application chauffe, spécifiez toujours le suffixe de température approprié, pas seulement le numéro de produit énergétique.
Corrosion
Le NdFeB non enrobé se corrode rapidement dans des conditions humides, se dégradant des joints de grains vers l'intérieur. Le bon revêtement est important : le nickel-cuivre-nickel convient à la plupart des environnements industriels intérieurs, tandis que les systèmes époxy ou double-couche sont nécessaires pour les environnements extérieurs, marins ou chimiquement agressifs. Ne présumez jamais qu’un placage standard est suffisant sans vérifier au préalable l’environnement d’exploitation.
Choc mécanique
Le NdFeB fritté est dur mais cassant. Un aimant qui se casse contre un autre ou contre une surface en acier peut s'écailler, se fissurer ou se briser, et un aimant fissuré perd immédiatement sa force de maintien. Concevez votre boîtier pour absorber les chocs plutôt que de le transférer directement sur le corps de l'aimant.
Champs magnétiques inversés
Si votre application expose l'aimant à des champs magnétiques opposés, comme cela peut se produire dans certaines conditions de panne de moteur ou d'assemblages multi-aimants, et que ces champs dépassent la coercivité de l'aimant, la démagnétisation est permanente. La sélection d'un niveau de coercitivité plus élevé (suffixe de lettre supérieure) offre la marge de sécurité nécessaire.
Pourquoi s'associer à GME pour des aimants en néodyme personnalisés ?
Comprendre comment sont fabriqués les aimants en néodyme est une chose ; trouver un fabricant qui contrôle chaque étape de ce processus selon une norme certifiée en est une autre.
GME (Great Magtech, Xiamen) est un fabricant de NdFeB verticalement intégré avec plus de 11 ans d'expérience dans la fourniture d'aimants de précision et d'assemblages magnétiques à des clients en Amérique du Nord, en Europe et en Asie. Nous couvrons l'intégralité de la chaîne de production en interne- : depuis la préparation et le frittage de l'alliage en passant par l'usinage de précision, le revêtement, la magnétisation et l'inspection finale, le tout dans le cadre d'un système de gestion de la qualité certifié TS16949.
Qu'est-ce que cela signifie pour vous
Gamme complète de nuances N35 à N52, toutes variantes de température, frittées et liées.
Formez sur mesure n'importe quelle géométrie à partir de votre dessin ou échantillon, avec des tolérances allant jusqu'à ±0,05 mm.
Qualité certifiée en interne-tests BH, analyse de revêtement XRF, brouillard salin et documentation RoHS/REACH complète.
FAQ
Q : Les aimants en néodyme peuvent-ils perdre leur magnétisme avec le temps ?
A: Dans des conditions normales, un aimant NdFeB correctement fabriqué perd moins de 1 % de son flux sur plusieurs décennies. Les principaux responsables sont la chaleur supérieure au maximum nominal, les forts champs magnétiques opposés, les dommages physiques et la corrosion, qui peuvent tous être évités grâce à une sélection et une manipulation correctes de la qualité.
Q : Quelle est la différence entre N35 et N52 ?
A: Le N52 fournit environ 50 % d'énergie magnétique en plus que le N35 dans le même volume, mais il coûte plus cher et est légèrement plus susceptible à la démagnétisation à des températures élevées. Pour la plupart des applications, le N42 ou le N45 offrent le meilleur équilibre entre résistance, stabilité et coût.
Q : Les aimants en néodyme sont-ils sûrs à manipuler ?
A: Oui, avec précaution. Petits aimants pincés ; les plus grands (25 mm et plus) peuvent s'emboîter suffisamment fort pour ébrécher l'aimant ou blesser les doigts. Gardez les outils ferreux à l'écart et maintenez une distance d'au moins 30 cm si vous utilisez un stimulateur cardiaque.
Q : GME peut-il produire des aimants de forme-personnalisée ?
A: Oui, les disques, anneaux, blocs, arcs et profils complexes ont été créés à partir de votre dessin, fichier CAO ou échantillon physique. Contactez notre équipe d’ingénierie pour une consultation gratuite.
Conclusion
Comprendre comment sont fabriqués les aimants en néodyme vous aide à choisir la qualité, le revêtement et la magnétisation adaptés à votre application. Chez GME, nous fournissons des aimants personnalisés de haute-qualité, des solutions OEM flexibles et des conseils d'experts pour garantir le succès de votre projet.
Besoin d'aimants en néodyme personnalisés pour votre projet ? Envoyez-nous votre dessin, taille, qualité, revêtement, direction de magnétisation et quantité. GME vous aidera à sélectionner la solution magnétique optimale pour votre application et votre budget.
